1. パルプ製造
パルプの原料には、木材がメインとして用いられます。
木材を細かく砕いたチップを化学処理や機械ですりつぶすことでできるパルプは、針葉樹の配合が多ければ長くて強い繊維のために紙が強くなり、広葉樹の配合が多ければ短くて柔らかい繊維のために地合のよい紙ができます。
紙を特徴づける性質は、このパルプの配合でも決まっていきます。
チップを製造
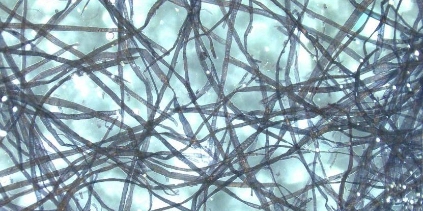
針葉樹繊維
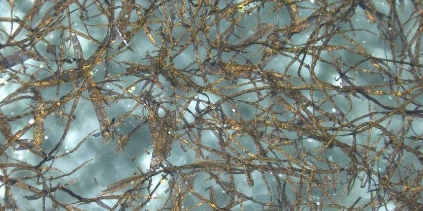
広葉樹繊維
2. 紙料調成
パルプを叩解(切る・すりつぶす)することで、毛羽立って結合を促します(フィブリル化)。
叩解が少なければパルプの強さが残るので強く、叩解の工程が長ければ密度が高まります。叩解を進めて繊維間の空隙をなくしていくと、トレーシングペーパーのように密度があり透明度のある紙も可能になります。
叩解ののち、パルプにさまざまな薬品を調合して紙料をつくります。
この過程でおおよその不透明度、平滑性が決まり、多くの紙はここで染料や顔料を加えて色が決定されます。
そのほか、混ぜ物を加える(混抄)こともあります。
叩解前のパルプ
叩解後のパルプ
| 透明紙 | クラシコトレーシング-FS |
| 混抄・染色 | ジャンフェルト ビオトープGA-FS ポルカ |
3. 抄紙:ワイヤーパート
紙料を水に分散させ希釈したのち、ワイヤー(網)に載せて水を落とします。
抄紙機には長網抄紙機と円網(まるあみ)抄紙機があり、長網抄紙機ではワイヤーに振動を加えて地合を整えて均一にします。
円網抄紙機では、ワイヤーを張った円筒を槽の中で回転させ、水頭(水の圧力)差によって繊維層を形成し、厚みのある紙をつくることができます。
ダンディロールですかしや簀の目を入れることもできます(別工程の場合もあり)。
4. 抄紙:プレス、ドライヤー他
プレスし、シリンダーを何度も通すことによって水分を蒸発させます。
紙のにじみ止め(サイズ剤)を塗布し、最後に、キャレンダーパートとして複数重ねたロールでプレスし紙の密度を上げるとともに平滑性を加え、光沢もつけることができます。
プレスの際に模様付きのフェルトを通すことでフェルトマークがつけられます。
水分が残っている状態でのプレスのため、柔らかい風合いのエンボスになります。
そのほか、この工程ではクレープ加工やエンボス加工を施すことができます。
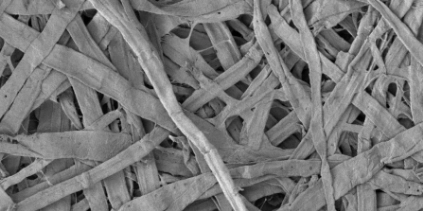
にじみ止めを塗布
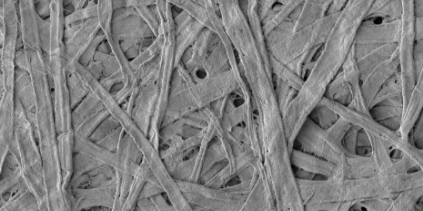
密度や平滑性を高める
5. 完成:検査、カット、包装
抄き上がった紙のうち、検査を通過した紙を四六判など規格のサイズにカットして包装します。
カットの仕方によって流れ目(T目Y目)が決定され、厚さや種類によって包装される枚数が異なります。
6. 加工工程
紙の製造工程のなかで、さまざまな加工を施すことで特徴のある紙が生まれます。
薬剤を塗工して印刷適性をあげるほか、紙の表面にパールなどの加飾を施したり、仕上がった紙にエンボス加工を施すオフエンボスなどがあります。
含浸は、薬剤を紙の内部にしみこませることによって特殊な性質を付与します。
| オフエンボス | きぬもみT-EOSシリーズ |
| コーター | ヴィンテージゴールドきらびきシャイナーミランダ |
| 含浸 | コルドバニューウエブロンカラー |
| キャストコート (キャストコーター) |
スプレンダーラックス-FS |